
{kind=link}
22%Cr duplex stainless steel (UNS S31803, UNS 32205) is a dual phase alloy containing approximately equal amounts of ferrite and austenite, as indicated in Figure 1. Compared with Type 316/316L stainless steel, it has slightly improved resistance to general/pitting corrosion, as indicated in Figure 2 (1), and significantly better resistance to chloride stress corrosion cracking, as indicated in Figure 3 (1).
It is primarily because of its resistance to chloride stress corrosion cracking that 22%Cr duplex stainless steel has replaced Type 316/316L stainless steel for many process piping applications; particularly for offshore applications where because of the chloride concentration (salt) in the atmosphere, it is not safe to use Type 316/316L stainless steel in piping systems operating above 60°C.


Another valuable feature of 22%Cr duplex stainless steel is its superior yield and tensile strength properties as indicated in Figure 4 (2-6). The superior yield and tensile strength properties are important as they dictate the allowable stress the designer can use. For normal ASME B31.3 pipework the allowable stress is equal to the lesser of two-thirds of the yield strength or one-third of the tensile strength. For Type 316 stainless steel, which has a yield strength of 205 MPa and a tensile strength of 515 MPa, the allowable stress is governed by the yield strength and is equal to 136 MPa at ambient temperature. For 22%Cr duplex stainless steel, which has a yield strength of 450 MPa and a tensile strength of 620 MPa, the allowable stress is governed by the tensile strength and is equal to 206 MPa at ambient temperature. The required pipe wall thickness is directly proportional to the allowable stress; so using 22%Cr duplex stainless steel instead of Type 316 stainless steel would reduce the required wall thickness by approximately 33%. Click here to read more about how pipe wall thickness is determined.

A further factor influencing the choice of 22%Cr duplex stainless steel over Type 316/316L stainless steel is its improved resistance to erosion-corrosion, click here for more information about erosion-corrosion. Type 316/316L stainless steels are susceptible to erosion-corrosion if exposed to flowing media containing abrasive particles, such as sand, or to media with very high fluid velocities. 22%Cr duplex stainless steels display a much greater resistance to erosion-corrosion under such conditions due to their combination of high hardness and good corrosion resistance. The possibility of accommodating higher fluid velocities using 22%Cr duplex stainless steel is significant as it may allow the designer to reduce the pipe size from that required for a Type 316/316L stainless steels while still maintaining the same flow rate. Click here to read more about pipe size requirements.
22%Cr duplex stainless steel also exhibits better resistance than Type 316/316L stainless steel to fatigue and corrosion-fatigue due to its superior mechanical properties and better corrosion resistance.
Are there any Issues with 22%Cr Duplex Stainless Steel?
Whilst the combination of good strength, corrosion resistance and reasonable weldability make 22%Cr duplex stainless steel the ideal choice for a lot of applications, it is important to understand some of the issues associated with its manufacture and fabrication.
The metallurgy of 22%Cr duplex stainless steel is much more complex than Type 316/316L stainless steel. In addition to ferrite and austenite, 22%Cr duplex stainless steel can also contain undesirable third phase (intermetallic) precipitates if the steel is not properly processed. The most critical operations are heat treatment and welding.
The presence of intermetallic precipitates can be extremely damaging as they can dramatically reduce corrosion resistance and toughness of the material. Sigma phase is probably the most likely intermetallic precipitate to occur. It is produced during manufacture or welding, if the cooling rate is too slow.
To remove any intermetallic precipitates that may occur during manufacturing, 22%Cr duplex stainless steel should always be supplied in the solution heat-treated condition. As its name suggests, solution heat treatment is a process by which any intermetallic precipitates are dissolved back into solution such that the microstructure is comprised solely of ferrite and austenite.
Heat treatment should not be required after welding. In modern 22%Cr duplex stainless steels, the chemical composition is balanced in such a manner that the reformation of austenite in the heat-affected zone of the weld takes place quickly. This results in a microstructure that gives corrosion properties and toughness roughly equal to that of the parent metal. Welded joints in 22%Cr duplex stainless steel should easily pass the intergranular corrosion test according to ASTM A262 Practice E (Strauss’ test) (1).
There are limitations on both the maximum and minimum service temperatures at which 22%Cr duplex stainless steel can be used.
At elevated temperatures, 475 degree embrittlement can occur in 22%Cr duplex stainless steel due to the formation of a phase called α′ (alpha prime). Although the worst temperature is 475°C, it can still form at temperatures as low as 300°C (7). For this reason, 22%Cr duplex stainless steel is normally limited to a maximum service temperature of 250°C.
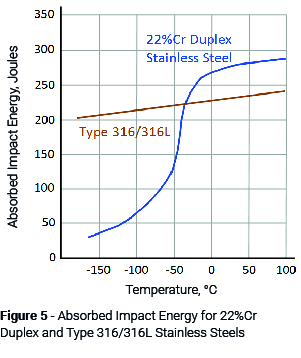
At low temperatures, unlike Type 316/316L stainless steel 22%Cr duplex stainless steel exhibits ductile-brittle transitional behaviour as indicated in Figure 5 (1, 7). Whilst, in theory, 22%Cr duplex stainless steel can be used at temperatures below minus 50°C, this is its normal temperature limit in service.
Why Are Certain Mechanical/Metallurgical Tests Specified for 22%Cr Duplex Stainless Steel?
The complex metallurgy of 22%Cr duplex stainless steel means it is more difficult to process than Type 316/316L stainless steel. For this reason, additional tests are often specified by the client and it is common to see impact testing, corrosion testing and/or metallographic examination specified. The reasons for specifying these tests are explained below.
• Impact Testing
It is primarily because of the ductile-brittle transitional behaviour of 22%Cr duplex stainless steel, as indicated in Figure 5, that impact testing is specified. However, Charpy V-notch impact testing (ASTM A 370, EN 10045-1, ISO 148-1) (8-10) is also a very good check on whether the material has been properly processed. As noted above, if the heat treatment is not carried out correctly or during welding the heat input and/or interpass temperature is too high, intermetallic precipitates may form, which can severely reduce the toughness of the material. If this is the case, it should be immediately obvious as, because they have such an embrittling effect, the absorbed impact energy is likely to be in single figures. Material in this condition is not fit for purpose.
• Corrosion Testing
If properly processed 22%Cr duplex stainless steel should have excellent corrosion resistance. However, if not properly processed and intermetallic precipitates are present; these generally form at the grain boundaries and have a dramatic effect on the corrosion resistance. There are a number of corrosion tests available that can be used to evaluate whether a material has been properly processed. Traditionally, ASTM G 48 (11) Test Method A has been specified, but more recently some clients have started to specify ASTM A 923 (12) Test Method C.
Both test methods are essentially the same. However, ASTM A 923 Test Method C is designed solely for the detection of detrimental intermetallic precipitates in duplex stainless steels, whereas ASTM G 48 Test Method A was developed originally as means of determining the critical pitting temperature or as a test for establishing the suitability of a material in a particular environment. When evaluating whether a material has been properly processed, the acceptance criteria for the two methods are basically the absence of pitting and weight loss below a specified value. Provided these criteria are met a material is considered to have passed the test.
Because the test is being used to evaluate whether a material has been properly processed, testing is normally done a sample from each cast number within a heat treatment batch (2).
• Metallographic Examination
As previously noted, 22%Cr duplex stainless steel is a dual phase alloy containing approximately equal amounts of ferrite and austenite. Metallographic examination is specified primarily to confirm that an acceptable phase balance has been achieved, but also to ensure that no deleterious intermetallic precipitates are present.
Historically, the phase balance has been established in accordance with ASTM E 562 (13). ASTM E 562 describes a systematic manual point counting procedure for statistically estimating the volume fraction of an identifiable constituent or phase from sections through the microstructure by means of a point grid. In addition to a point count in accordance with ASTM E 562, a visual examination of the microstructure will be carried out by a qualified metallurgist; the purpose of this examination is to identify whether any deleterious intermetallic precipitates are present.
With the improvements in digital imaging and the advent of suitable software, ASTM E 562 is gradually being replaced by ASTM E 1245 (14). ASTM E 1245 describes a procedure for obtaining stereological measurements that describe basic characteristics of the morphology of indigenous inclusions in steels and other metals using automatic image analysis. The practice can be applied to provide such data for any discrete second phase. Apart from being a lot quicker than ASTM E 562, ASTM E 1245 has the advantage that it not only establishes the ferrite/austenite phase balance, but also identifies/quantifies any intermetallic precipitates that may be present.
In terms of acceptance criteria, it is generally agreed that if the ferrite content is between 35-55% in the base material, the phase balance is correct; in welds a slightly higher upper limit is permitted. With regard to the presence of intermetallic precipitates, clients normally specify that there should be no deleterious intermetallic precipitates present.
A lot of specifications include impact testing, corrosion testing and metallographic examination. However, because of the nature of 22%Cr duplex stainless steel, it can be argued as long as two of the three tests are carried out and achieve acceptable results, it should be unnecessary to carry out the third; as it will only confirm the results of the other two.
References
(1) S-120-ENG. 0 .2009 – Sandvik duplex stainless steels
(2) NORSOK standard M-630 – Material data sheets and element data sheets for piping
(3) ASTM A 182 – Standard Specification for Forged or Rolled Alloy-Steel Pipe Flanges, Forged Fittings, and Valves and Parts for High-Temperature Service
(4) ASTM A 790 – Standard Specification for Seamless and Welded Ferritic/Austenitic Stainless Steel Pipe
(5) ASTM A 815 – Standard Specification for Wrought Ferritic, Ferritic/Austenitic, and Martensitic Stainless Steel Piping Fittings
(6) ASTM A 928 – Standard Specification for Ferritic/Austenitic (Duplex) Stainless Steel Pipe Electric Fusion Welded with Addition of Filler Metal
(7) BRITISH STAINLESS STEEL ASSOCIATION – Duplex Stainless Steels - A Simplified Guide
(8) ASTM A 370 – Standard Test Methods and Definitions for Mechanical Testing of Steel Products
(9) EN 10045-1 – Charpy impact test on metallic materials. Test method (V- and U-notches)
(10) ISO 148-1 – Metallic materials - Charpy pendulum impact test - Part 1: Test method
(11) ASTM G 48 – Standard Test Methods for Pitting and Crevice Corrosion Resistance of Stainless Steels and Related Alloys by Use of Ferric Chloride Solution
(12) ASTM A 923 – Standard Test Methods for Detecting Detrimental Intermetallic Phase in Wrought Duplex Austenitic/Ferritic Stainless Steels
(13) ASTM E 562 – Standard Test Method for Determining Volume Fraction by Systematic Manual Point Count
(14) ASTM E 1245 – Standard Practice for Determining the Inclusion or Second-Phase Constituent Content of Metals by Automatic Image Analysis